Catalase Enzyme Eliminate Residual Peroxide Before It Disrupts Your Process
Bulk catalase enzyme for textile bleach cleanup, dairy deperoxidation, cheese production, pulp & paper, and wastewater treatment. 25 kg MOQ · 80+ countries · CoA & SDS with every order.
Technical Data
Catalase Enzyme Specifications
Full parameter table for procurement, formulation, and technical review.
Applications
Applications
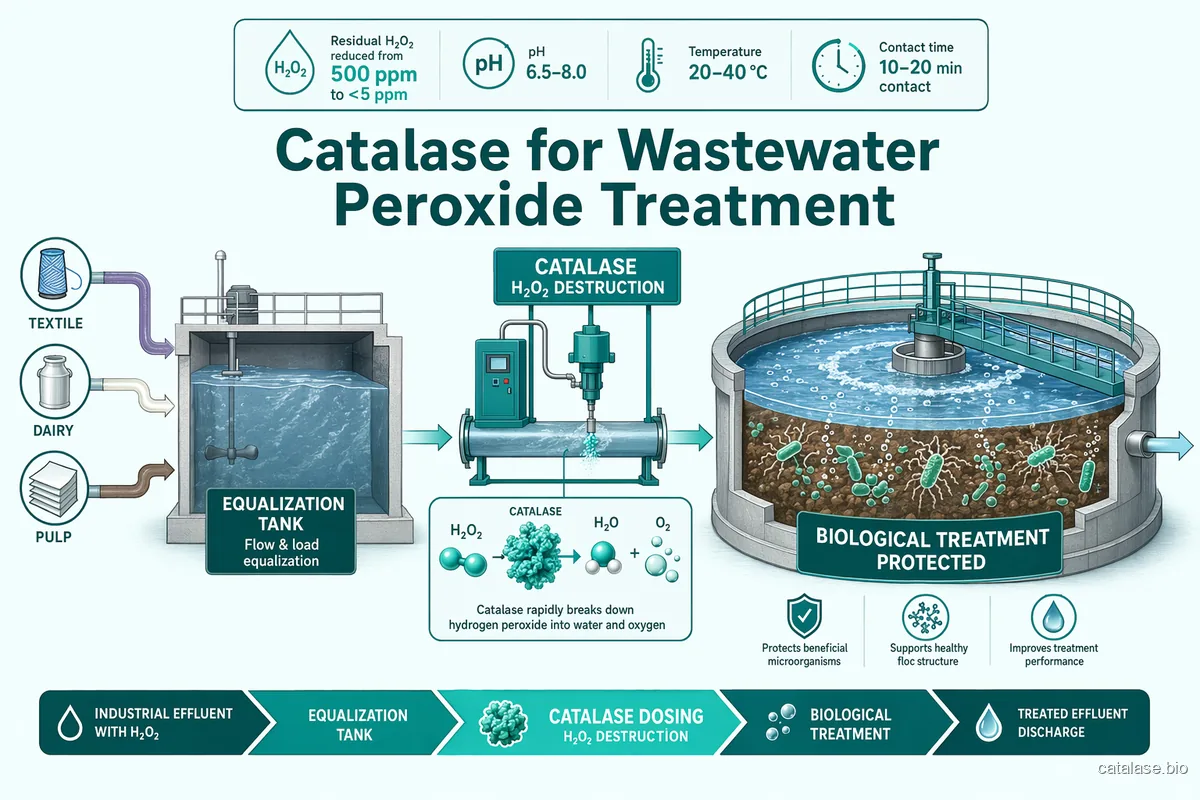
Catalase enzyme is used where hydrogen peroxide must be removed before the next processing stage. Choose the application that matches your line, then review the technical fit, residual target, and supply format for your plant or mill.
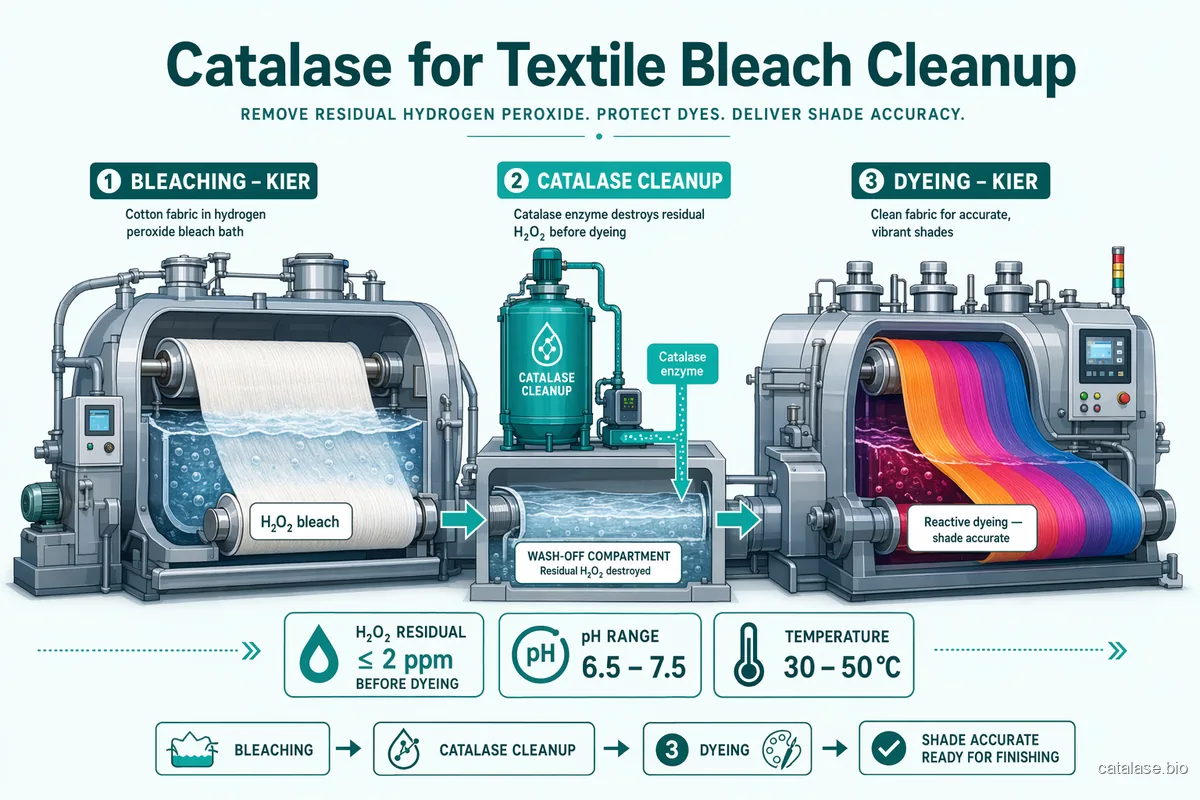
Textile Bleach Cleanup
Decomposes residual hydrogen peroxide after fabric bleaching, preventing dye damage in subsequent dyeing steps and replacing chemical reducing agents.
Why Choose Us
Why Source From Us
Activity Range Matched to Your Process
Multiple catalase enzyme grades are available, letting you choose a dosage window that fits peroxide load, bath weight, and line speed without over-specifying for trials or runs.
Documentation Ready for Procurement
Orders include COA and TDS with ISO 9001, HALAL, KOSHER, and Food Grade certificates to support supplier qualification and compliance review.
Dual Source Options for Different Uses
Catalase is available from Aspergillus niger and Micrococcus lysodeikticus, giving options for food-grade supply chains and high-activity industrial runs under the same EC number.
Bulk Supply with Practical Logistics
MOQ 25 kg, packed in drums or jerricans, sealed shelf life of 12 months, freight to 80+ countries for coordinated production schedules.
FAQ
Frequently Asked Questions
What does the catalase enzyme do?
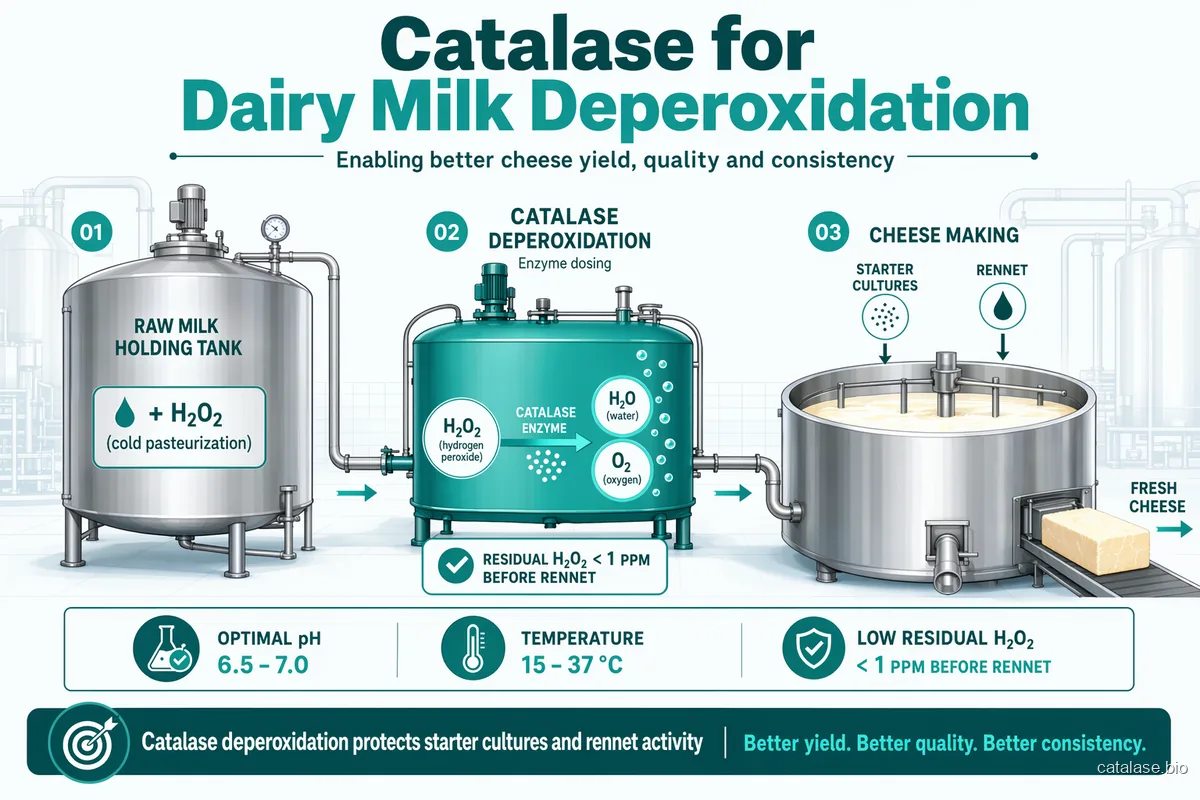
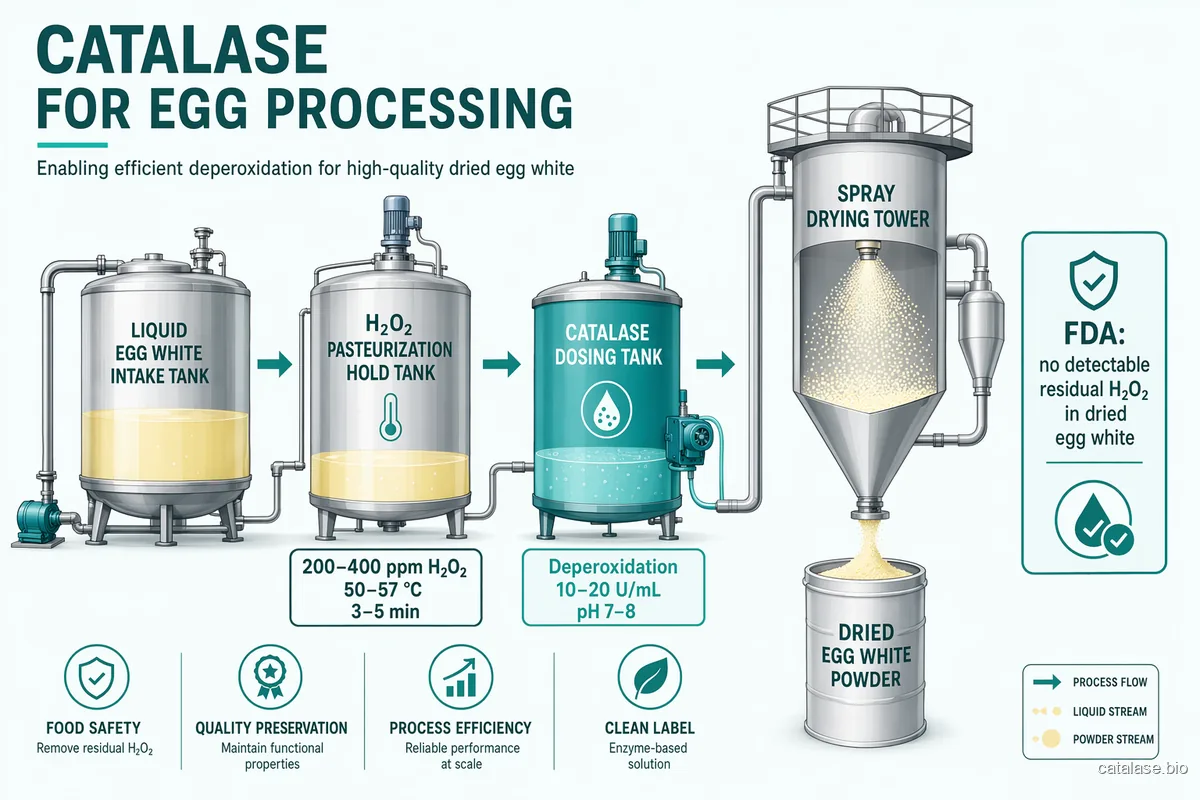
Catalase enzyme decomposes hydrogen peroxide into water and oxygen. In industrial settings, this removes residual H2O2 before it disrupts dyeing, culturing, sanitation release, or wastewater treatment.
What is the substrate of catalase?
The substrate of catalase is hydrogen peroxide, H2O2. Catalase rapidly converts it into water and oxygen after bleaching or sanitising steps to prevent downstream interference.
What is the optimal pH and temperature for catalase?
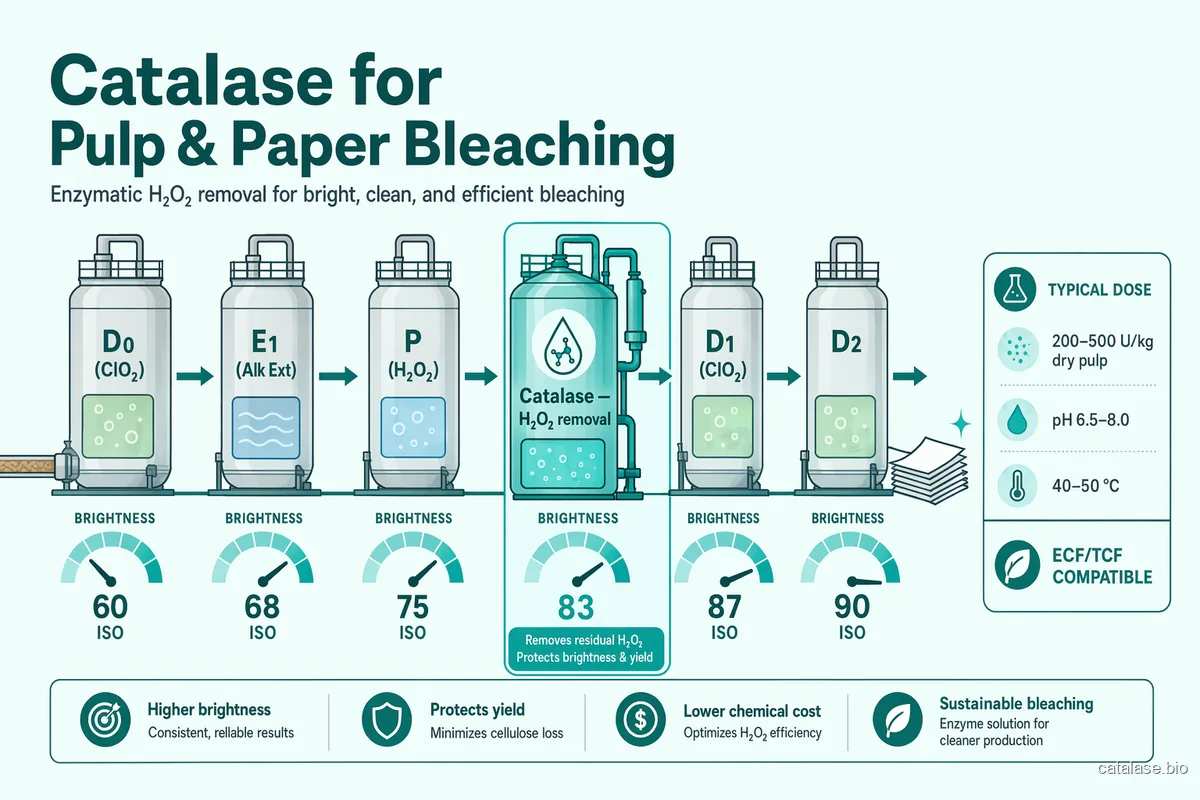
Catalase enzyme performs best at pH 6.0–8.0 and 20°C–50°C. Actual performance varies with peroxide concentration, contact time, and process matrix.
Is catalase food grade?
Yes, food-grade catalase is available with ISO 9001, HALAL, KOSHER, and Food Grade certification options. Confirm suitability for your application and compliance requirements.
What's the difference between Aspergillus niger and Micrococcus catalase?
Both are catalase sources. Aspergillus niger is preferred for food-grade processes, while Micrococcus lysodeikticus is used for higher-activity industrial grades.
How much catalase do I need to remove residual H2O2 in textile bleach baths?
Typical starting range is 50–200 ppm on bath weight, but the correct dose depends on peroxide level, bath ratio, temperature, pH, and fabric type. Contact us for guidance.
Does catalase come in powder or liquid?
Catalase enzyme is available as dark brown powder in 25 kg drums or liquid in 25 kg jerricans, allowing procurement to match storage and dosing formats.
What certifications and documentation ship with every order?
Shipments include COA and TDS, with ISO 9001, HALAL, KOSHER, and Food Grade certificates to support bulk purchasing and technical qualification.
Get in Touch
Get a Free Sample & Quote
Tell us your application, peroxide load, and target residual. We'll recommend the right activity grade, send a free 100 g sample with COA, and quote bulk pricing.